江苏张华科技有限公司
手机:13961802200
电话:0510-83557688
传真:0510-83551210
邮箱:zhangpeijie@
zhanghuayaoji.com
zqz008@126.com
地址:无锡市惠山区石塘湾工业园(陡门)
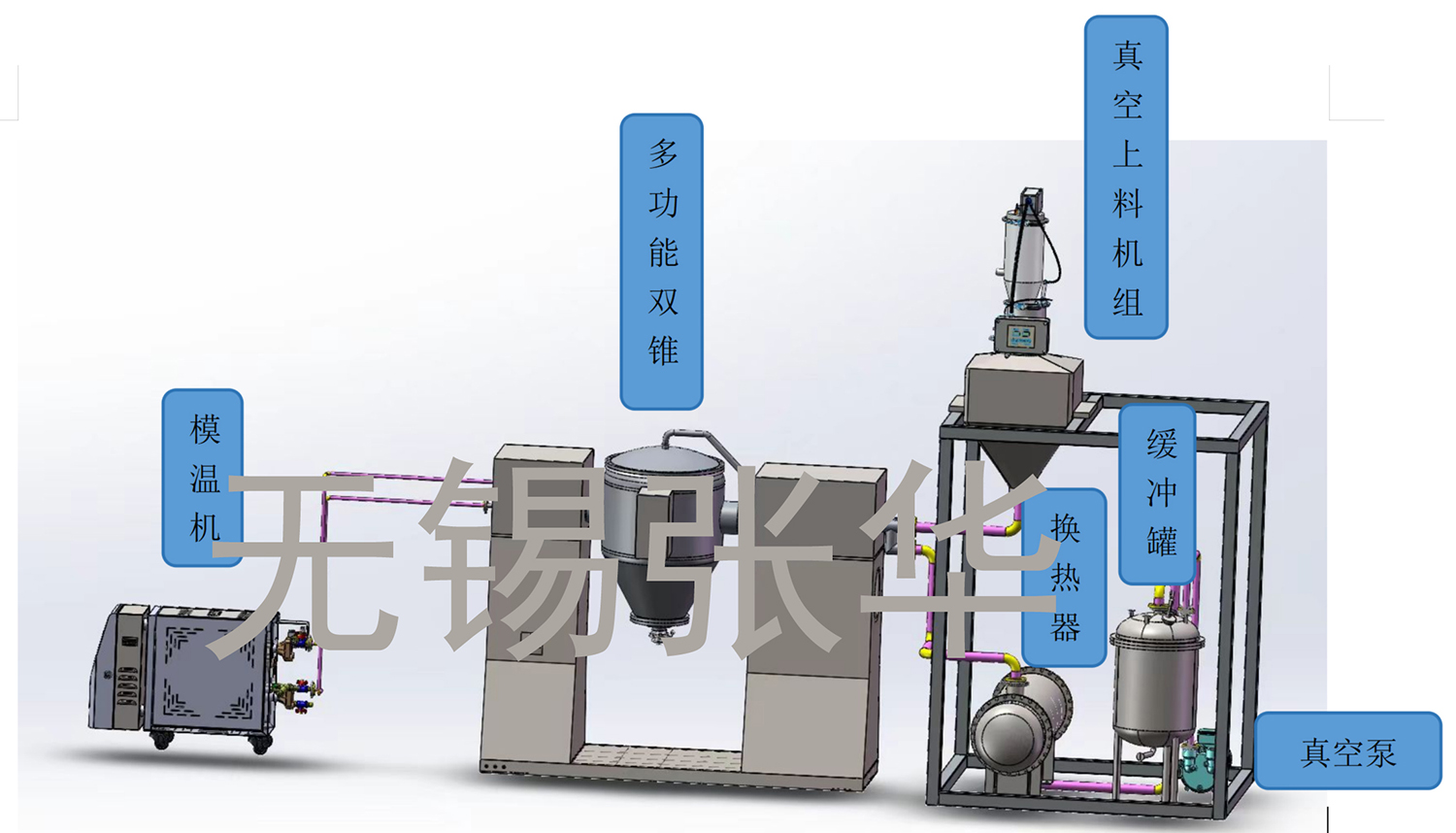
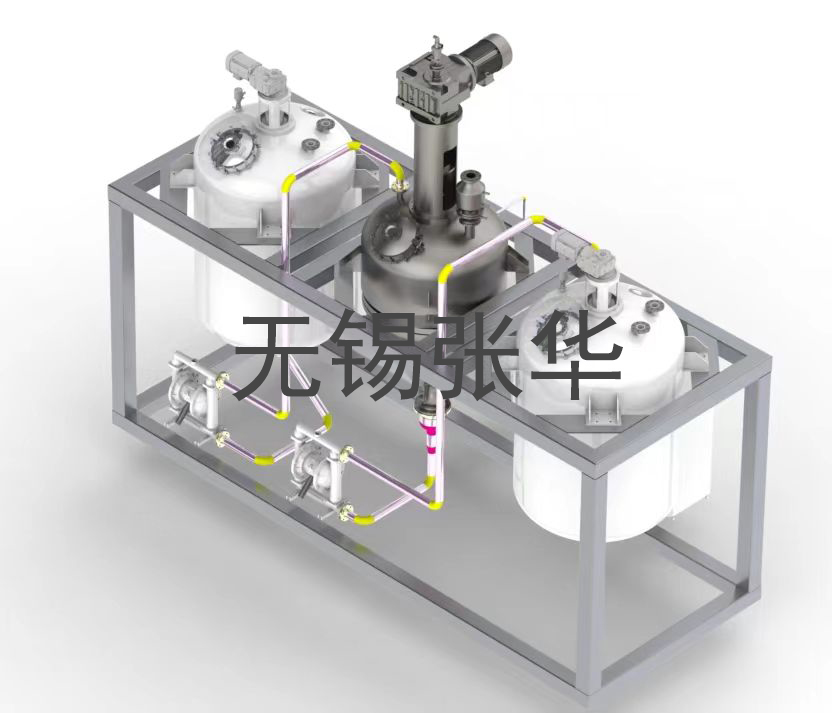
江苏张华科技有限公司主营产品:结晶设备,过滤洗涤二合一,过滤洗涤干燥三合一,过滤洗涤干燥一体机等。
江苏张华科技有限公司 版权所有
手机:13961802200(章女士)
电话:0510-83551210 0510-83557688
传真:0510-83558558 83551210
电子邮箱:zqz008@126.com
公司地址:无锡市惠山区洛社镇陡门村